Top China Rubber Oil Seals for Global Buyers Needs?
In the global marketplace, Rubber Oil Seals play a critical role in various industries. These components ensure effective sealing for oil in machinery and automotive applications. As demand for quality Rubber Oil Seals rises, China has emerged as a leading supplier.
Manufacturers in China focus on advanced materials and innovative designs. This commitment to quality attracts buyers worldwide. However, not all products meet the highest standards. Buyers must navigate a sea of options to find reliable suppliers. They should consider certifications and customer reviews.
Understanding the importance of Rubber Oil Seals is essential for making informed decisions. An effective seal can enhance equipment longevity and performance. Buyers must reflect on their specific needs and seek expert advice when necessary. The landscape of Rubber Oil Seals is vast, and informed choices can lead to lasting partnerships.
Key Characteristics of China Rubber Oil Seals for Global Demand
China has become a pivotal hub for rubber oil seals, catering to global buyers with diverse needs. The key characteristics of these seals play a vital role in their acceptance and usage. High elasticity and durability are essential traits. These qualities ensure that the seals maintain performance over extended periods in varying temperatures and pressures.
Additionally, chemical resistance is a critical feature. Oil seals must withstand exposure to different fluids without degrading. This quality is especially important in automotive and industrial applications, where performance is paramount. Furthermore, manufacturers focus on precision engineering. This attention to detail minimizes leakage and maximizes efficiency.
While China excels in production, quality control can sometimes be inconsistent. Buyers need to conduct thorough assessments before purchasing. Understanding the specifications and sourcing from reputable suppliers can help mitigate risks. The balance between cost and quality is often a point of reflection for buyers in this sector. The challenge remains: ensuring reliability while navigating price fluctuations.
Types of Rubber Oil Seals Preferred by International Buyers
When discussing rubber oil seals preferred by international buyers, several types emerge as clear favorites. According to a 2023 report by MarketsandMarkets, the global rubber oil seal market is projected to reach USD 8.6 billion by 2025. This figure reflects increased demand from automotive and industrial sectors.
Among the types of rubber seals, nitrile rubber seals are widely recognized for their oil resistance and durability. They account for nearly 40% of the market, particularly in automotive applications. These seals excel in environments with varying temperatures and chemicals. However, they may not perform well under extreme weather conditions.
[图片]
Silicone rubber seals are another popular choice due to their flexibility and high-temperature resistance. While they represent about 20% of the market, their higher cost can be a barrier for some buyers. Yet, they offer excellent performance in extreme environments. Feedback reveals the need for improvement in their longevity. The varying preferences suggest a need for balance between cost and performance among global buyers.
Manufacturing Processes and Quality Standards in China
China has established itself as a leading hub for rubber oil seal manufacturing. The country employs various processes to produce high-quality seals. These methods include molding, extrusion, and vulcanization. Each process requires precision and expertise. The choice of raw materials is crucial. Quality rubber compounds enhance durability and performance.
Manufacturers in China adhere to strict quality standards. Regular inspections ensure that products meet global requirements. However, inconsistencies can arise. Some manufacturers may overlook quality checks. This leads to variability in product performance. Buyers should prioritize suppliers with proven track records. Communication with manufacturers is key to ensuring quality.
Moreover, sustainability is becoming a focus in production. Eco-friendly materials and processes are in demand. Yet, not all manufacturers are equipped for this shift. Continuous improvement is necessary in the industry. Buyers must remain vigilant when selecting partners. A thorough understanding of the manufacturing landscape is essential.
Market Trends and Competitive Landscape for Rubber Oil Seals
In recent years, the global rubber oil seal market has experienced notable shifts. As of 2023, this market is valued around $5 billion, with a projected annual growth rate of 4.8%. Factors such as rising automotive production and increasing industrial activities are driving demand. These seals play a critical role in preventing leaks and maintaining functionality in various applications.
One interesting trend is the rising focus on eco-friendly materials. Many manufacturers are exploring bio-based rubbers that reduce environmental impact. The market also sees a diversification in designs and sizes to cater to specific industry needs. However, keeping up with technological advancements can be challenging for some suppliers, as innovation requires substantial investment.
**Tip:** Consider collaborating with manufacturers who invest in R&D. This can ensure you gain access to cutting-edge products.
Another noteworthy aspect is the competitive landscape. Numerous players are vying for market share, leading to intense competition. Smaller companies often struggle to match the resources of larger corporations. Nevertheless, brands that focus on niche markets or specialized applications may find unique opportunities.
**Tip:** Stay informed about market trends by subscribing to industry reports. This knowledge can enhance your purchasing decisions.
Top China Rubber Oil Seals Market Analysis
Applications and Benefits of Chinese Rubber Oil Seals Worldwide
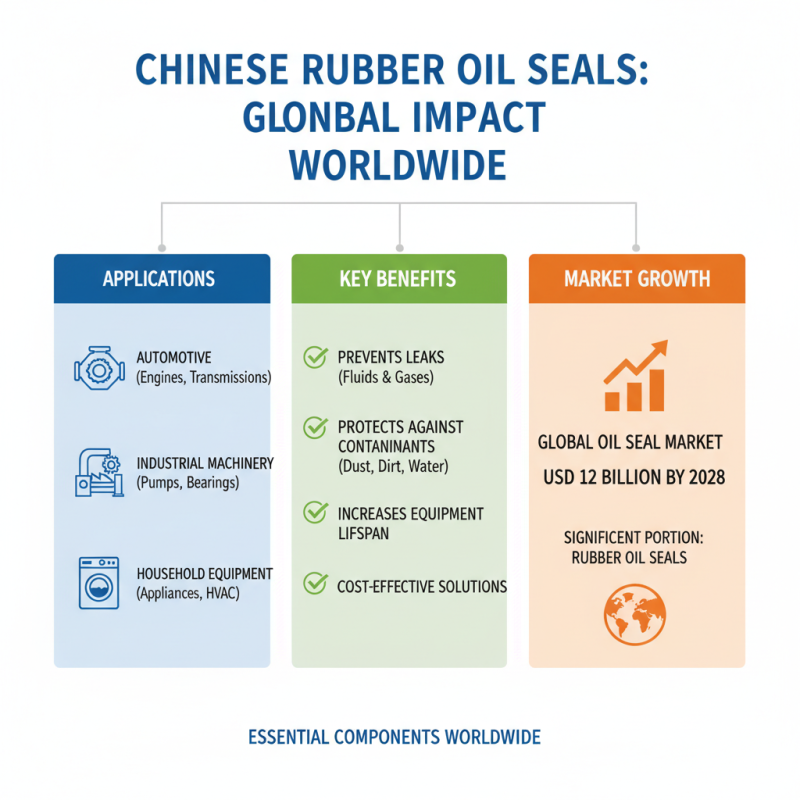
Chinese rubber oil seals have become essential components in various industries globally. They are extensively used in automotive applications, industrial machinery, and household equipment. The demand for these components is driven by their ability to prevent leaks and protect against contaminants. Reports indicate that the global oil seal market is projected to reach USD 12 billion by 2028, with a significant portion attributed to rubber oil seals.
The advantages of using rubber oil seals are numerous. They offer excellent resistance to wear and tear, chemical exposure, and extreme temperatures. A study revealed that seals made from high-quality rubber can operate effectively between -40°C to 120°C. This wide temperature range is crucial for machinery that functions in diverse environments. However, not all rubber oil seals are created equal; variations in manufacturing processes can lead to inconsistencies in performance.
While the benefits are clear, companies must also consider potential challenges. Sourcing low-cost options may seem appealing, but it can lead to premature failures and increased maintenance costs. Ensuring quality control and rigorous testing is vital. Industry professionals should continuously evaluate their suppliers to guarantee the reliability of rubber oil seals. This reflection can help organizations avoid costly disruptions in their operations.